分享:
扫一扫在手机阅读、分享本文
理财成交名单10月30日南向资金买卖前十成交榜
北京心理医院哪家好排名速看:北京看儿童多动症排名医院
三年级环保小知识手抄报 三年级环保手抄报
五棵松体育馆黄牛“体育赛事进景区、进街区、进商圈”活动启动仪式在京举行
中国式电影是电影人的努力方向
亿学学堂学员八万字札记总结心得 高度认可理财教育的重要意义
《骄阳似我》终于开拍,顾漫有点慢。
未来资产理财方案财富管理的目标是什么?投资者如何实现财富增值?
这家伙太懒。。。
减肥食品宣传语
年轻美丽怎么形容
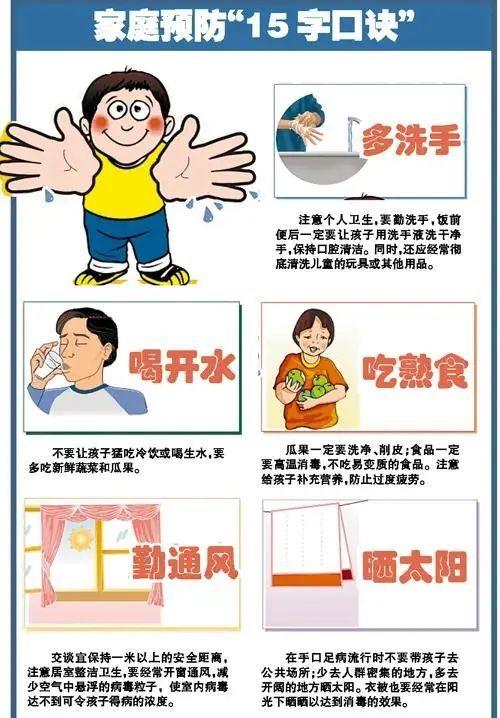
安全与健康的定义